
摘要:近年来,随着新能源汽车领域的快速发展,锂离子动力电池的出货量不断增加,三元锂离子电池因其优异的高能量密度性能已被广泛应用于便携式电子设备和新能源汽车等领域。随着锂离子电池即将迎来“退役”高峰,镍钴锰酸锂正极材料作为锂离子电池中最为关键的电极材料之一,其高效绿色循环利用具有重要的资源、环境、经济及战略意义。目前传统的镍钴锰酸锂正极材料回收技术以火法冶金和湿法冶金为主,这些方法可以从废弃的正极材料中提取高附加值金属,但普遍存在污染大、能耗高、循环周期长等问题。固相直接修复再生技术能够直接对废旧正极材料进行修复,实现正极材料的结构、组分及电化学性能的有效恢复,因其具有工艺简单、绿色高效等优势而受到广泛的关注。围绕固相直接修复再生技术,系统阐述镍钴锰酸锂正极材料的失效机制和修复机理,详细分析焙烧温度、焙烧气氛以及补锂工艺对固相修复再生镍钴锰酸锂正极材料结构和性能的影响及其作用机理,并指出了目前固相直接修复再生技术存在的问题,展望了该技术的未来前景。
关键词:锂离子电池;镍钴锰酸锂;正极材料;直接修复再生;固相法
随着社会的发展,全球化石能源储量日益减少,温室效应问题日趋严重,因此清洁能源的开采、存储、运输和转化越来越受到世界各国的重视[1]。中国作为当今世界最大的发展中国家,能源消耗巨大,占据全球能源消耗量26%。国际环境组织世界自然基金会与中国环境与发展国际合作委员会发布的《中国生态足迹报告》显示中国消耗了相当于其自身生态系统供给能力两倍的资源,因此我国长期面临着严峻的能源安全和环境问题的考验。在此背景下,国务院提出在2030年实现“碳达峰”,2060年实现“碳中和”的“双碳”目标,目的在于保障经济发展的同时兼顾生态安全问题[2]。为缓解能源安全、生态安全与经济增长之间的矛盾,国家将新能源电池全寿命周期循环利用作为当前优先研究和产业化应用的重点之一。
锂离子电池相较于其他电池(如铅酸电池、镉镍电池和氢镍电池),具有能量密度高、转换效率高、自放电率低、使用寿命长等[3]优势,已被广泛应用于便携式电子设备、新能源汽车和储能系统等领域。随着各行业对锂离子电池需求量的不断增加,废旧锂离子电池处理量将迎来爆发式的增长[4]。锂离子电池的使用寿命约为5~8年[5],经多次充放电后,其活性材料结构被破坏,导致容量衰减严重,当电池容量衰减到初始容量的80%就需要对电池进行更换并对旧电池进行回收或梯级利用[6]。锂离子电池正极材料中含有大量高价值金属元素,具有较高的经济价值,其回收市场潜力巨大[4]。
镍钴锰酸锂(LiNixCoyMn1-x-yO2,简称NCM)是一种被广泛使用的正极材料,几乎占据了锂离子电池正极材料领域的半壁江山。废旧的镍钴锰酸锂电池正极材料中蕴含丰富的锂、镍、钴等有价金属元素,其中Co占5%~20%,Ni占5%~12%,Mn占7%~10%,Li占2%~5%,潜在资源量巨大[7]。并且废旧NCM正极材料包含多种重金属元素和有机物,对环境具有潜在的威胁,可能会造成重金属污染、水污染等,如果废旧锂离子电池不经过适当处理而随意丢弃,将对生态系统和人类健康等造成巨大危害[8]。因此,在经济、环境双重效益的推动下,废旧NCM正极材料的回收利用备受关注。
目前主流的废旧锂离子正极材料的回收策略有三种,分别是火法冶金[9-11]、湿法冶金[12-14]和直接修复再生[15-17]。这三种方法各有特色,其回收路线如图1所示。火法冶金回收技术是指通过高温熔炼的方式,将废旧正极材料中的锂、镍、钴、铜、铁等有价金属以氧化物、合金或单质形式分离出来,形成可再利用的金属材料。火法冶金具有操作简单、处理效率高的优点,但在工艺处理过程中会产生大量的有害废气,造成环境污染,同时部分金属和有机物回收效率较低,不利于经济利益的最大化[18-19]。湿法冶金回收技术是指通过酸碱溶解的方式,将废旧正极材料溶解后,再通过沉淀分离过程,得到可再利用的金属盐[20]。湿法冶金工艺弥补了火法冶金产生有害废气的弊病,同时提高了镍、钴等金属的提取效率和回收率,金属的回收种类更为广泛,能耗也得到了降低,但是其工艺流程十分复杂和繁琐,且回收过程中使用大量酸碱并产生大量的废水,回收成本较高[21-22]。直接修复再生技术是指通过物理、化学或电化学的方式,对废旧正极材料的结构和缺陷直接进行修复再生,对缺失的组分进行补充,使其恢复到可再利用的状态。直接修复再生工艺既避免了火法冶金工艺中污染环境的缺点,又规避了湿法冶金工艺流程复杂的不足,实现了正极材料短流程、低成本和低污染的再生利用[23-24]。
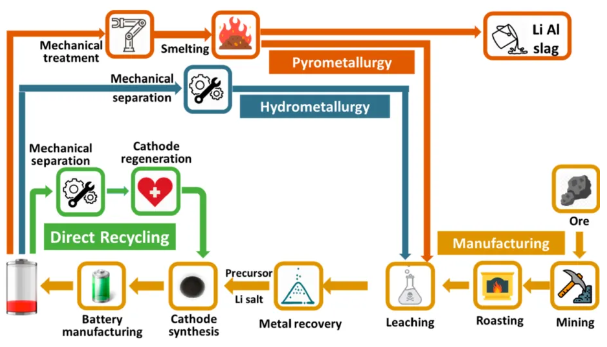
图1 锂离子电池正极材料回收路线图[25]
针对NCM正极材料,可以采用直接修复再生技术对材料进行回收再利用[26]。目前主要的直接修复再生技术包括固相法、水热法、电化学法、熔盐法、化学再锂化法和离子热再锂化法等(如图2所示),其技术路线及特点如下:(1)固相法是将预处理得到的废旧NCM材料与一定比例的锂盐等添加剂混合,在高温热场作用下对材料的结构重新排列,对材料的晶体结构进行修复再生[27]。该方法过程简单、成本低、回收正极材料的性能优异,但需要对材料进行精确补锂、且回收得到的材料一致性差。(2)水热法是利用溶剂的浓度差特性,通过温度场、压力场和离子浓度差的协同作用将锂离子重新填充到废旧正极材料的锂空位中,对材料的晶体结构进行修复再生[7]。该方法反应条件温和,但目前只适用于失效不严重的正极材料,且水污染严重。(3)电化学法是通过构建电化学体系,在外加电场的条件下,采用恒压法或恒流法,使得电解液中的锂离子重新嵌入正极材料,对材料的晶体结构进行修复再生[28]。该方法流程较简单,并且不经过酸浸处理,绿色环保,但电化学反应需要大量的时间且处理材料的适应性有限,对于一些复杂高镍体系的材料,效果不太理想。(4)熔盐法是利用两种或两种以上的金属盐形成低温共融体系,为反应提供液相环境和物质[29],在温度场的驱动下,对正极材料中的特定离子进行脱出或嵌入,材料的晶体结构进行修复再生。该方法较安全、更具成本效益且对环境友好,但回收过程需要高温,增加了回收成本和能源消耗,大量锂盐的使用也增加了修复成本。(5)化学再锂化法是通过活化反应使NCM正极材料中的过渡族金属离子氧化为更高价态,为锂元素扩散进入锂空位打开通道,降低锂镍混排,最终实现NCM正极材料的修复再生[30]。该方法具有高效和可控性强等优点,但其在不同条件有不同的适应性,并且反应需要使用到液相可能涉及到废液处理回收等问题。(6)离子热再锂化法是将锂离子液体作为再锂化过程中的反应条件和物质来源。通过热处理正极材料,使溶液中的离子进入晶格,恢复正极材料的储存容量。该方法操作相对简单,但反应需要高温处理,适用范围小。综上所述,每个修复再生方法都有一定的局限性。高温固相法相较于其他方法,具有过程简单、成本较低和过程排放量少的优点,是目前主要研究的修复再生方法之一。
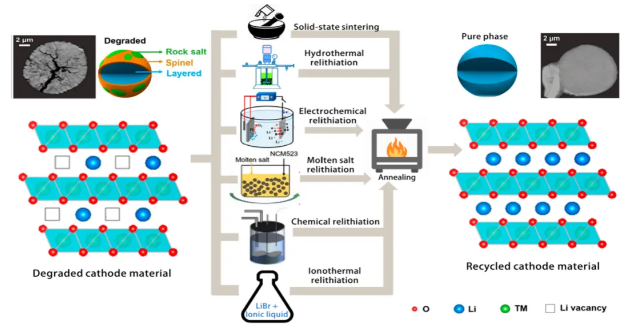
图2 NCM正极材料直接修复再生分类[31]
本文围绕NCM正极材料的高温固相修复再生技术,将首先介绍NCM正极材料的晶体结构,解析NCM材料的失效机理,重点介绍固相法的修复机理,系统阐述焙烧温度、焙烧气氛、锂盐种类和补锂量等工艺参数对固相修复再生NCM正极材料的影响,并对退役NCM正极材料修复再生的前景和发展趋势进行展望。
一、NCM正极材料的结构和失效机理
锂离子电池作为可循环充放电电池[32],主要由正极、负极、隔膜、电解液和外壳组成,如图3所示。其中,正极材料是决定电池电化学性能的关键电极材料之一[33-34]。
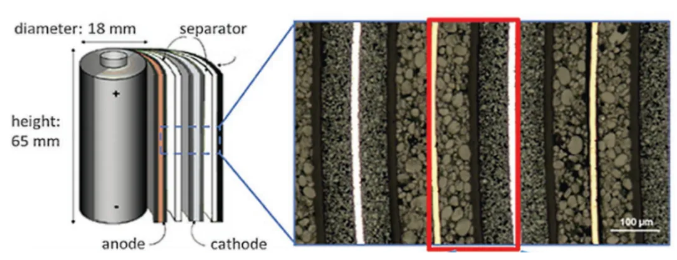
图3 圆柱NCM电池结构图[35]
1.1 NCM正极材料的结构
NCM正极材料具有六方晶体结构,其空间点群为Rm。Li+和过渡金属(TM)离子分别占据3a和3b位置,而O2-占据6c位置。其中O2-在6c处是紧密立方堆积,3b处的TM离子和3a处的Li+分别交替占据它们的八面体空隙,形成由O层-Li层-O层-TM层沿斜六面体[111]方向连续堆积的层状结构[36],如图4所示。镍钴锰元素在材料中都发挥着不同的作用。这些元素的含量变化会导致材料比容量、理论密度、安全性和结构稳定性等性能改变[37-38]。Ni元素对于材料的容量提升起到了关键作用[39];但是Ni元素含量偏高时,材料中锂镍混排现象加剧,从而导致循环稳定性能下降。Co元素可以降低材料中锂镍混排,并且可以起到稳定层状结构的作用;但是Co元素含量偏高时,材料的容量出现下降[40]。Mn元素价格低廉,适当地引入Mn元素,不但减少了材料的生产成本,而且材料的结构稳定性得到了提高;但是由于Mn元素在材料中较少参与电化学反应,过多的引入Mn元素,会使得材料的容量降低,材料的层状结构遭到破坏[41]。
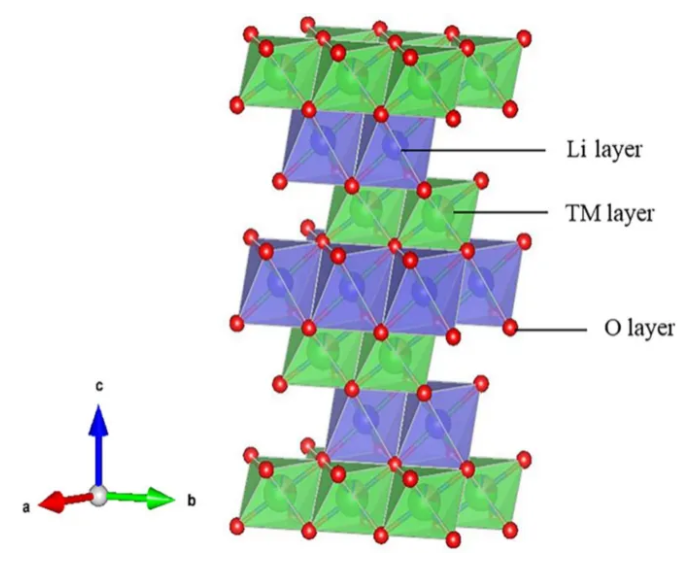
图4 NCM正极材料的晶体结构[42]
1.2 NCM电池正极材料的失效机理
NCM正极材料经过一定循环后,材料的微观结构会发生衰变(例如锂镍混排、锂缺失和晶粒裂纹等[43-45],如图5所示)进而导致电化学性能及安全性能下降。这些失效模式通常与正极材料固态电解质界面膜(SEI)和体相结构的坍塌[46-47]及材料体相中锂含量的下降有关[48-49]。
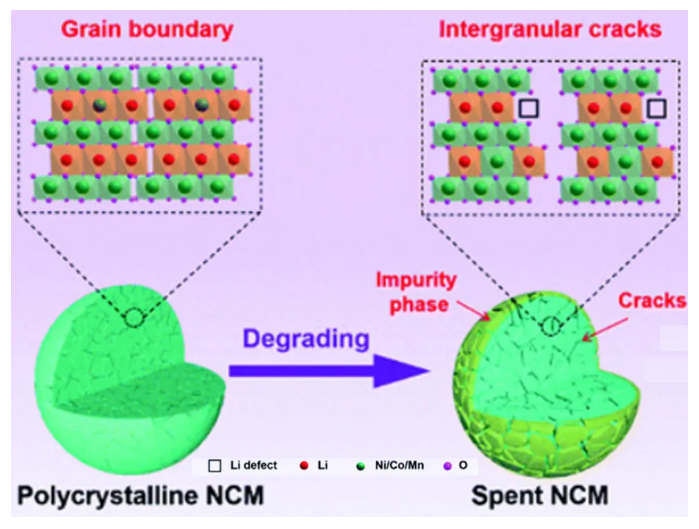
图5 NCM正极材料多次循环后晶体和颗粒变化
NCM电池正极材料的失效机制可分为元素缺失、结构变化、界面反应、晶粒破坏四类,具体失效模式见下文。
(1)元素缺失
锂离子缺失:如图6(a)所示,锂离子通过寄生反应被消耗,如固体电解质薄膜形成(如SEI生长)、锂枝晶的生长等。失活的锂离子不再可用于正极和负极之间的循环,导致材料容量衰减。
过渡金属溶出:如图6(b)所示,在充放电循环中,Ni2+/Ni3+会被氧化成不稳定的Ni4+。Ni4+的高催化氧化活性会加速电解液的分解,反应产生的HF侵蚀正极材料,并与CEI膜反应造成电极表面过渡金属离子不可逆的溶出,导致界面非均相化学反应发生,电极界面由层状结构向立方相转变,表面形成绝缘钝化层,增大界面阻抗;同时,溶出的过渡金属离子还可能迁移至负极材料表面,在负极的SEI膜上沉积,导致电池电化学性能下降[50]。
(2)结构变化
锂镍混排:如图6(c)所示,由于Ni2+离子半径(r=0.069 nm)和Li+离子半径(r=0.076 nm)接近且迁移势垒较低,随着材料中Ni含量的提高,NCM材料倾向于发生较强的反位缺陷偏聚行为,通常表现为在晶格中Li-Ni位置交换,出现Li+/Ni2+混排。Li+/Ni2+混排增加了Li+迁移激活能,阻碍了Li+的扩散,随着循环次数的增加Li+/Ni2+混排现象越发严重,导致正极材料的电化学性能快速衰减[51-52]。
相变:如图6(d)所示,在多次充放电循环后,NCM正极材料由层状相向尖晶石相再向岩盐相转变,使材料的可逆容量降低,循环性能下降。相变的产生主要是由于充放电过程中,电极材料表层严重脱锂、材料内部Ni2+/Li+阳离子混排现象和电极材料表面被HF腐蚀[53]所导致的。这些相变都导致电池极化现象增加,电化学性能发生严重的衰减。
(3)界面反应
界面副反应:如图6(e)所示,在NCM正极材料的制备过程中,为了获得有序的层状结构,在焙烧过程中通常添加过量的锂盐以减少阳离子混排。因此,材料表面可能存在残留的锂盐。多余的锂盐(Li2O、Li2CO3和LiOH)将与空气中的H2O和CO2反应,在整个物料储存过程中生成锂化合物杂质(LiOH和Li2CO3),它们通过与电解质溶剂和聚合物粘合剂溶解产生的酸性物质反应,以及通过自分解产生CO2和其他气体,导致电池快速膨胀出现安全问题。当Li2CO3与电解液反应生成气体时,也会引起电解液LiPF6的消耗,导致惰性LiF的积累,损坏材料表面,导致电池性能迅速恶化。同时,正极材料颗粒表面的H2O与电解液中的LiPF6反应,生成HF气体,会腐蚀电池内部的金属部件,造成电池漏液,使得过渡金属离子形成非稳定高氧化性副产物,导致界面相变发生,同时,电解液在电极表面的氧化反应活性将显著提升,进而导致正极材料的电化学性能发生严重的衰减[54]。
(4)晶粒破坏
晶粒破裂:如图6(f)所示,由于NCM正极材料的一次颗粒内部各向异性晶格之间收缩或膨胀无法均衡,持续不断的Li+嵌入和脱出会造成应力积累,当其承受的内部应力达到极限时,诱发一次晶粒内部裂纹,同时生成非活性NiO相,进一步使体相结构无序化。当一次晶粒破坏时,电解液渗入新的微裂纹界面并形成钝化膜,造成活性锂离子损失、阻抗增加。若应力进一步积累将造成二次颗粒裂缝的形成及扩展,破坏二次颗粒的结构,并且开裂之后的颗粒出现死体积以及颗粒表面积增大导致的副反应增多,将影响活性材料颗粒与导电剂的接触效果,进而导致正极材料的电化学性能变发生严重的衰减[55]。
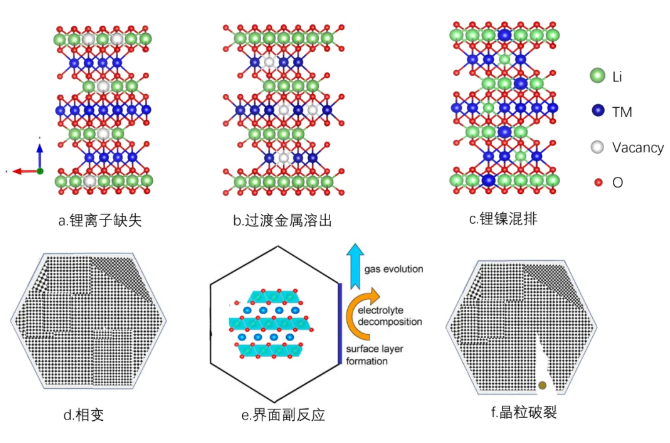
图6 NCM正极材料的失效模式[54]
二、NCM正极材料的固相修复机理及其影响因素
NCM正极材料经过一定循环后,材料内部会出现锂离子缺失、过渡金属溶出、锂镍混排、相变等问题导致正极材料失效[56],针对这些问题,可以采用固相法对失效正极材料进行直接修复再生。
2.1 修复机理
在固相直接修复再生工艺中,首先将废旧的NCM正极材料粉末和锂盐粉末进行充分混合,以确保反应物在反应过程中有充分的接触和反应。然后将混合的原料置于高温炉中进行焙烧[57]。在焙烧过程中,高温会使添加的锂盐发生熔化,促使正极材料粉末与熔融态锂盐发生反应。在高温的作用下,材料晶体结构中的金属离子重新排列和扩散,在外部锂离子向材料表层扩散的辅助作用下,高温热场的热激活作用促使过渡族金属元素从反位缺陷位置回到3b位置,从而降低锂镍混排程度[58]。同时,锂元素会在温度和浓度梯度的驱动下进入正极材料晶体中的锂空位。当失效区域的锂元素达到一定浓度时,废旧正极材料中的盐岩相和尖晶石相转变为层状结构[59],最终失效材料的受损部位的晶体结构完全重建为层状结构,从而完成了废旧正极材料的修复再生,恢复了原始的电化学活性[60-63],同时,材料的二次球颗粒形貌也得到了改善,如图7所示。
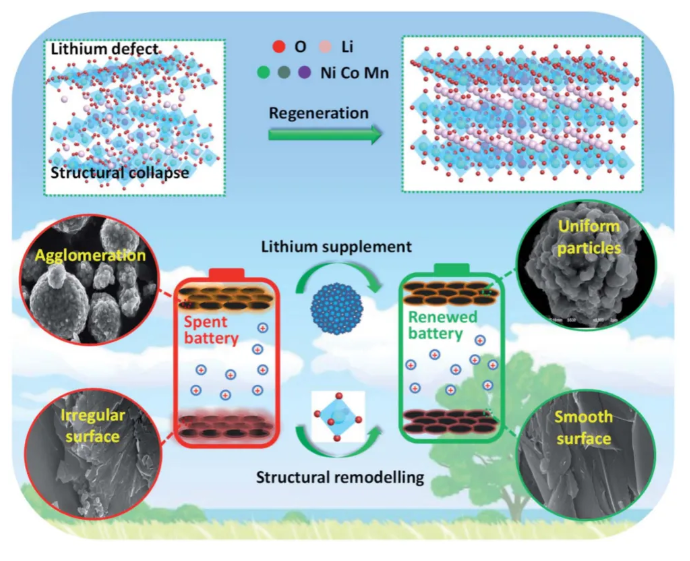
图7 NCM固相法再生机制的示意图[60]
Han等[64]采用原位高温XRD技术,系统地研究了废旧LiNi0.5Co0.2Mn0.3O2正极材料的固相反应再生机理。对于NCM正极材料,(006)、(102)、(108)和(110)衍射峰的位置、形状和强度可以反映材料中层状结构的存在,并且确定晶体中的层状结构参数,如层间距、层状堆叠方式等,实验结果如图8所示。从图8可以观察到,随着焙烧温度的升高,所有样品的衍射峰变得更尖锐且向更低角度移动,这表明样品的结构随着正极材料焙烧温度的增加而改善。在800 ℃,可以清晰地观察到(006)、(102)、(108)和(110)衍射峰发生劈裂现象,同时Li2CO3特征峰消失,这表明在800 ℃时,Li2CO3分解释放的Li+能够有效地解决废旧正极材料的锂损失问题,并对层状结构进行修复。修复再生后,正极材料中基本无杂相,阳离子混排程度也得到有效降低。
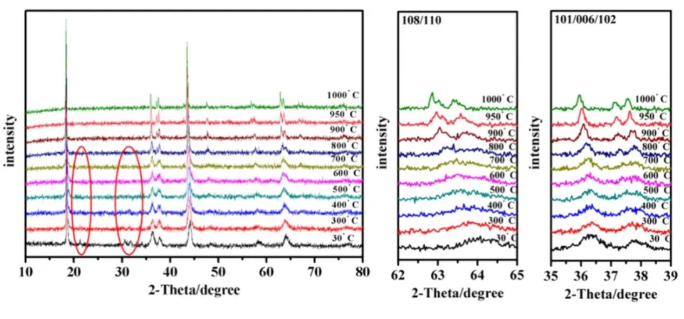
图8 NCM523在不同温度下再生样品的原位XRD图谱[64]
Zhou等[60]将废旧的NCM和一定化学计量比的Li2CO3粉末[混合物中Li/(TM)的摩尔比为1.05]进行均匀混合,在200和500 ℃下进行预焙烧,然后在空气中于700~1 000 ℃煅烧,以探究固相法对NCM622正极材料的修复效果。图9(a)展示了再生NCM(记为RN)样品和废旧NCM(记为SN)样品的XRD图谱。与XRD标准图谱(JCPDS卡片编号74-0919)对比分析,RN样品的衍射图谱表现出明显的(006)/(012)和(018)/(110)衍射峰比值,表明在再生过程中形成了高度有序的层状结构Li(Ni0.6Co0.2Mn0.2)O2。与此同时,SN样品的XRD图谱中可以观察到LiMnO2的特征峰,证明在废旧NCM材料中存在LiMnO2杂质相。从图9(b)的拉曼光谱图可以清晰地看到,RN样品的A1g/Eg比值(1.37)大于SN样品的A1g/Eg比值(1.16),通常A1g/Eg比值越大材料的结构越单一,这表明在焙烧过程中,SN中受损的层状结构得到了一定程度的修复。通过图9(c)对比不同温度下再生的NCM622的I(006)/I(012)和I(018)/I(110)衍射峰强度比值可以观察到,在900 ℃时,RN样品显示出最高的I(006)/I(012)和I(018)/I(110)衍射峰强度比值,表明在900 ℃下修复再生的RN与Li(Ni0.6Co0.2Mn0.2)O2的特征峰相匹配,具有较高的结晶度和相纯度。为了确定再生NCM622和废旧NCM622材料中过渡金属的价态,进行XPS测量。图9(d~f)展示了正极材料中Ni2p、Co2p和Mn2p的X射线电子能谱图,SN样品的峰显示出明显的偏移,而RN样品的Ni2p、Co2p和Mn2p峰与标准峰基本相同,表明RN样品在焙烧过程中已经得到了修复,这与XRD表征结果一致。
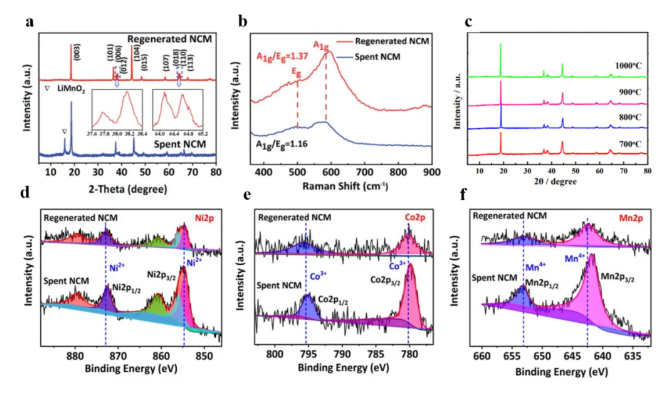
图9 NCM622正极材料的(a)SN和RN的XRD图谱;(b)SN和RN的拉曼光谱图;(c)不同焙烧温度再生正极材料的XRD图谱;(d、e、f)失效和再生的NCM622样品中Ni2p、Co2p、Mn2p的XPS光谱[60]
2.2 修复条件对再生正极材料的影响
通过对修复机理的研究,通过补足缺失元素、修正元素价态、重构晶体结构、恢复颗粒形貌可实现NCM正极材料的修复再生,但其过程主要受到焙烧参数(如焙烧温度、焙烧气氛、保温时间)和补锂参数(锂盐种类及用量)两方面的影响。
2.2.1 不同补锂焙烧温度对NCM材料的影响
废旧的NCM正极极片中存在PVDF(通过400 ℃焙烧除去)和炭黑(通过空气气氛下650 ℃焙烧可以除去),但铝箔的熔点在600 ℃左右。为了赋予剥离的NCM正极材料粉末更优异的电化学性能,空气气氛下正极材料粉末剥离焙烧温度应该尽量保持在400~600 ℃这个范围内[65]。在正极材料粉末再生焙烧过程中,适宜的温度能够促使失效的正极颗粒的晶体结构发生结晶重组,从而修复材料的晶体结构,使再生正极材料获得更加优异的电化学性能。然而,若焙烧温度过低,层状结构难以完全恢复;若焙烧温度过高,正极材料的晶格结构在再生过程中易发生崩塌[66]。
Chi等[61]在450 ℃的空气气氛下运用焙烧剥离的方式将NCM111极片和正极材料分离,获得正极粉末(记为S-NCM),然后高温(800、850或900 ℃)进行12 h焙烧,以探究补锂焙烧温度对正极材料的修复再生的影响。修复再生后的NCM材料分别表示为R-NCM800、R-NCM850、R-NCM900。图10(a,b)中,废旧S-NCM在0.5C的电流密度下循环200次后,放电比容量为63.3 mAh/g。造成S-NCM电化学性能较差原因可能是废旧正极材料上的NiO层阻碍了Li+的嵌入和脱出。在修复再生材料中,R-NCM850表现出最佳的循环性能,在0.5 C的电流密度下循环200次后,放电比容量为129.1 mAh/g,容量保持率为86.9%。在1 C电流密度下循环200次后,R-NCM850样品的放电比容量为138.3 mAh/g,高于其他样品(R-NCM900和R-NCM800放电比容量分别为120.8和118.7mAh/g)。R-NCM850的电化学性能提高可以归因于在氧气气氛下直接再生过程中NCM的层状结构得到了充分重建。再生材料在0.1C电流密度下的初始充电-放电曲线如图10(c)所示。与S-NCM相比,再生后的正极材料均表现出更好的充放电比容量。在R-NCM样品中,R-NCM850表现出最大的初始放电比容量为169.7 mAh/g。图10(d)展示了在0.5C电流密度下循环10次后S-NCM和R-NCM样品的电化学阻抗谱(EIS)结果和等效电路。这些样本的阻抗谱都显示两个半圆,第一个半圆代表固体电解质界面(SEI)电阻(Rsei),第二个半圆位于低频区域,表示电荷转移电阻(Rct)。从电化学阻抗谱结果可以看出,随着再生温度的升高,正极材料的阻抗值明显下降,这主要是由于Rct的下降。R-NCM800、R-NCM850和R-NCM900的阻抗与S-NCM相比都有了较大的下降,其中R-NCM850表现出最小的Rsei和Rct,这与850 ℃表现出最佳的电化学性能相对应。
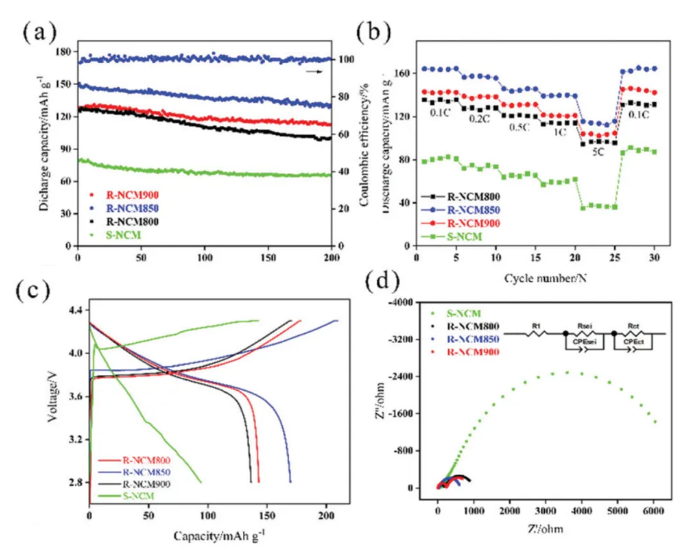
图10 不同焙烧温度再生NCM11正极材料(a)0.5C循环性能图;(b)倍率性能图;(c)0.1C首次充放电图;(d)阻抗图谱[61]
Zhang等[67]将运用有机溶剂溶解PVDF的方式分离正极材料,并将材料在空气中进行热处理,以探究焙烧温度对再生正极材料的影响。具体工艺如下,废旧Li(Ni1/3Co1/3Mn1/3)O2正极材料浸入N-甲基-2-吡咯烷酮(NMP)溶剂中,将PVDF粘结剂溶解。浸泡1 h后,利用超声波辅助剥离,将正极材料从铝箔上分离下来,通过离心的方式从NMP溶剂(NMP溶剂可循环多次使用)中分离出正极材料。随后,将正极材料在80 ℃下进行鼓风干燥24 h后,在空气气氛下,在200~900 ℃间,保温5 h,以获得再生的正极材料。图11中展示了材料的电化学性能测试结果,经过800 ℃的热处理的正极材料表现出最佳的循环性能和倍率性能。在0.2 C电流密度下循环100次后,其最大放电比容量达到150.2 mAh/g,容量保持率为95.1%,与商用Li(Ni1/3Co1/3Mn1/3)O2正极材料的性能相当。
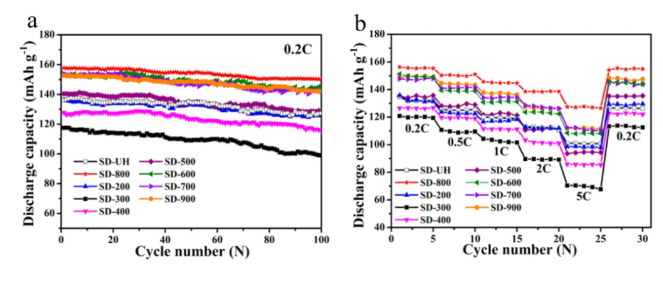
图11 不同温度下NCM111再生材料的(a)0.2C循环性能图;(b)倍率性能图[67]
2.2.2 不同焙烧气氛处理对NCM材料的影响
焙烧气氛是影响NCM正极材料直接修复再生的关键因素,不同的焙烧气氛可以调控氧化还原反应的进行,从而影响材料的化学组成和元素价态。对于不同组分的NCM正极材料,需要选择适宜的焙烧气氛来进行修复再生,其中最主要的影响因素是氧分压。
Shi等[68]针对不同型号的NCM正极材料(NCM111和NCM532),探究了低氧分压(空气)和高氧分压(氧气)条件对固相修复再生NCM正极材料电化学性能的影响。图12(a)展示了对NCM111正极材料的研究结果。无论是在低氧分压的空气下,还是在高氧分压的氧气下,修复后的正极材料都展现出良好的修复效果。首次充电比容量分别约为158和155 mAh/g,并且循环性能与原始材料相当。与废旧材料的首次充电比容量131 mAh/g相比,明显地表现出性能的提升。图12(b)展示了对NCM532正极材料的研究结果。在高氧分压的氧气条件下,修复后的正极材料的首次充电比容量达到148 mAh/g,电化学性能得到了显著提升。然而,在低氧分压的空气条件下修复得到的正极材料,其首次充电比容量仅为130 mAh/g,电化学性能基本保持与废旧材料相似。这可能与废旧的NCM532正极材料中较高的Ni含量有关,导致其在失效时产生更多的岩盐相,从而使材料存在更为严重的缺陷。
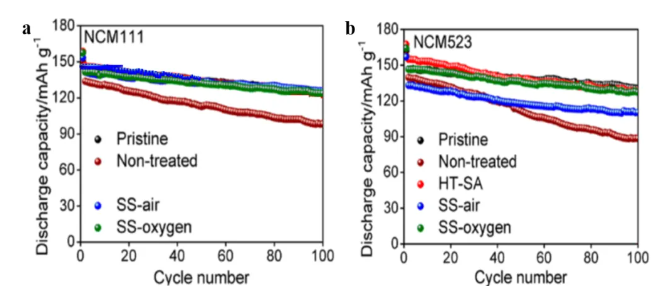
图12 不同气氛焙烧再生材料在1C倍率下(a)NCM111材料循环性能;(b)NCM523材料循环性能图[68]
2.2.3 不同锂盐种类对NCM正极材料的影响
在修复过程中,选择合适的锂盐与废旧正极材料失效形式和材料组成相关,合理的选择锂盐能够有效地提高相应正极材料的电化学性能。目前,针对再生NCM正极材料的固相法修复方法主要在氧气条件下采用Li2CO3或LiOH作为锂源。Jiang等[69]在相同的焙烧温度和时间下,分别采用LiOH、Li2CO3及锂盐混合物对NCM523进行修复再生,以探究锂盐种类对正极材料再生的影响。研究测试结果显示,与未使用的原始极片相比,废旧正极材料中锂含量是80.2%,而在使用LiOH、Li2CO3及其混合物补锂的情况下,再生正极材料的锂含量分别提高到103.5%、104.1%和103.2%,证实了这三种方案均成功将锂补充到了正极材料中。关于正极材料的电化学测试结果如图13所示,在1 C电流密度下,经LiOH补锂、Li2CO3补锂和锂盐混合物补锂修复再生后的极片及废旧极片本身的首次循环比容量分别为141.6、141.3、146.3和93.3 mAh/g。在这些方案中,通过锂盐混合物补锂修复再生的NCM523正极材料具有最佳的循环稳定性,在1C电流密度下循环200次后,容量依旧保持在130.3 mAh/g,保持率达到89.06%,这是因为锂盐混合物体系在焙烧时形成了液态的共晶熔盐体系,为正极材料的修复再生提供了液相环境,利于晶体结晶和颗粒的生长。
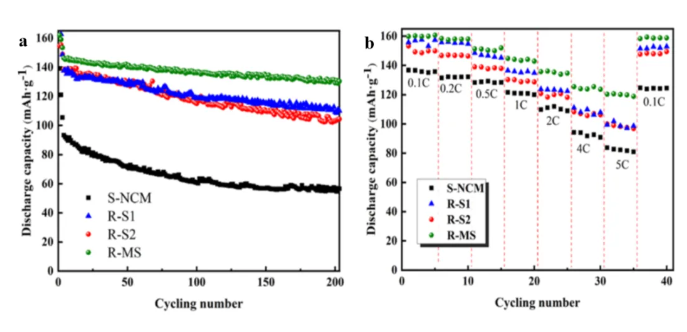
图13 不同锂盐补锂修复再生NCM523正极材料(a)1C循环性能图;(b)倍率性能图[69]
此外,还可以尝试使用其他锂盐作为锂源,对NCM正极材料进行补锂修复再生。例如,Zhou等[70]采用醋酸锂作为锂源,通过在氧气气氛下高温焙烧的方式,对废旧的LiNi0.5Co0.2Mn0.3O2正极材料进行补锂修复,并对其对应的电化学性能进行了测试,结果如图14所示。图14(a)呈现了样品的初始充电/放电曲线。再生正极材料(R-NCM)和废旧正极材料(S-NCM)的首次放电比容量分别为162.4和135.5 mAh/g。S-NCM的低充电比容量表明材料晶格中可转移的锂离子损失严重,而R-NCM的充电比容量提高表明活性锂离子的数量得到了补充。图14(b)展示了样品的倍率性能。电池以不同的电流密度充电/放电,每个倍率持续五个循环。随着电流密度的增加,电极极化的增加,导致放电比容量降低。R-NCM在0.1C电流密度下的放电比容量为163.6 mAh/g,在5C电流密度下,充电比容量为99.3 mAh/g,这些结果接近商用正极材料(C-NCM),说明废旧正极材料得到了较好的修复。图14(c)呈现了样品的循环性能。随着循环次数的增加,正极材料的容量逐渐下降。经过100次循环后,R-NCM的初始放电比容量为147.5 mAh/g,容量保持率为89.12%。相比之下,S-NCM的初始放电比容量为82.7 mAh/g,容量保持率为69.51%,而对于C-NCM的初始放电比容量为152.6 mAh/g,容量保持率为88.82%。S-NCM的电化学性能不佳主要有两个原因:首先,绝缘杂质的存在会阻碍锂离子在S-NCM电极中的嵌入和脱出,从而导致S-NCM的循环性能下降。其次,二次颗粒的开裂和破碎会增加正极材料与电解液之间发生副反应的机会,进而影响S-NCM的比容量保持率。这些因素共同导致了S-NCM电化学性能的不佳。图14(d)显示了电化学阻抗测试结果,其中Rct和Rsf分别表示电荷转移电阻和表面膜电阻。R-NCM的电荷转移电阻为54.07 Ω,S-NCM的表面膜电阻和电荷转移电阻分别为37.51和139.9 Ω,C-NCM的电荷转移电阻为53.79 Ω。与S-NCM相比,R-NCM的Rsf的消失归因于杂质的去除。由于R-NCM晶格的膨胀和杂质的减少,降低了电荷转移电阻的值,增加了Li运动的通道,利于Li嵌入/脱嵌。此外,S-NCM较高的电荷转移电阻解释了其较差的电化学性能。由于上述不利因素的消失,R-NCM具有更好的表现,并接近C-NCM。
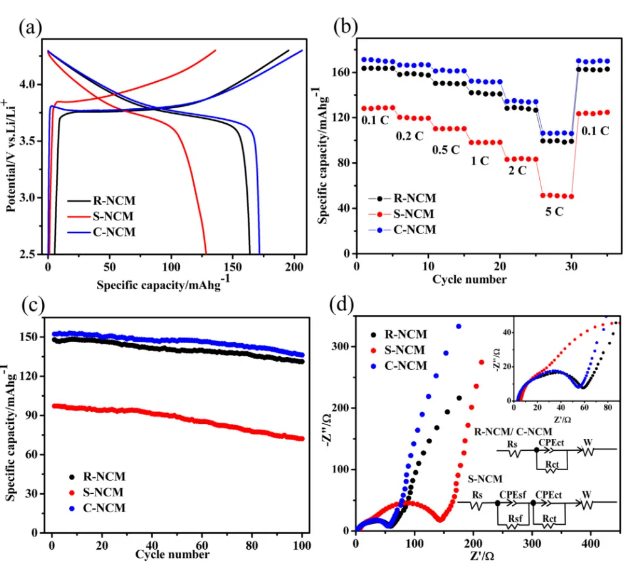
图14 醋酸锂修复再生NCM523正极材料(a)首次充放电图;(b)倍率性能图;(c)1C循环性能图;(d)阻抗图谱[70]
2.2.4不同补锂量对NCM正极材料的影响
经过多次循环充放电后,NCM正极材料会发生失效,其中主要的失效形式之一是活性锂损失。另外,考虑到高温焙烧过程中部分锂盐会受热蒸发,因此,在正极材料固相修复再生时,通常需要添加额外的锂盐来解决正极材料锂缺失问题[71]。补锂量对材料再生修复有着重要的影响,如果补锂量不足,正极材料锂空位补充不充分,其晶体结构难以完全恢复。反之,如果补锂量过多,可能导致正极材料表面生成较多的残锂杂相,从而降低材料的性能。因此,需要选择合适的补锂量,以确保再生材料能够获得更加优秀的电化学性能。
Meng等[72]向废旧NCM111正极粉末中添加了不同比例的Li2CO3,以研究不同的Li/TM比(1.10/1、1.15/1、1.20/1)对修复再生材料电化学性能的影响。通过将废旧NCM111正极材料粉末与Li2CO3混合,然后在800 ℃下焙烧10 h,实现了正极材料的修复再生。图15(a)展示了系列再生正极材料的XRD图。通常,用衍射峰I(003)和I(104)的强度比值R来评估阳离子的混排程度,当R<1.2时,表示阳离子混排较为严重。其中,MA-1.20-800的[I(003)/I(104)]值为1.58,高于1.2,表明MA-1.20-800再生材料的锂镍混排得到了较好的恢复。图15(b)对比了不同的Li/M比(1.10/1,1.15/1,1.20/1)再生NCM正极材料的循环性能。在0.2 C的电流密度下循环,MA-1.20-800的放电比容量最高,在经过100次循环后,其放电比比容量仍为133 mAh/g,比容量保持率为80.7%。图15(c~f)分别显示了未经焙烧修复的废旧正极材料和三种不同补锂量下再生正极材料的SEM图像。可以观察到,焙烧后,这些样品的球形颗粒已得到较好的恢复,其中补锂量为1.20的修复再生材料的球形颗粒更为均匀。以上结果表明,MA-1.20-800再生材料表现出最为出色的电化学性能。
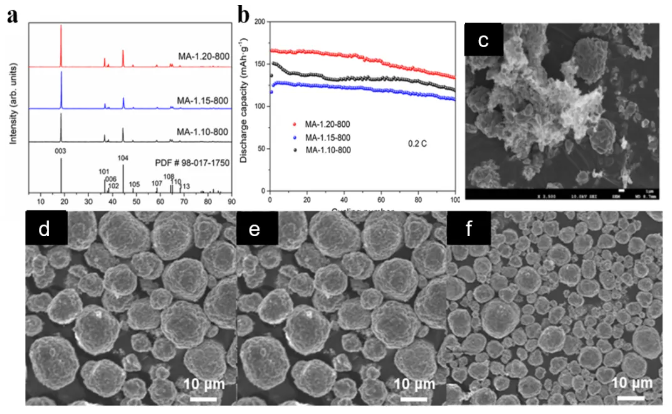
图15 不同补锂量(1.10、1.15、1.20)下再生NCM111正极材料(a)XRD图;(b)0.2C下的循环性能图;(c~f)未焙烧的废旧材料和补锂再生材料的SEM图[72]
Jian等[73]采用固相法对废旧LiNi0.5Co0.2Mn0.3O2材料进行了直接修复再生,将锂盐与废旧的LiNi0.5Co0.2Mn0.3O2材料混合焙烧的方式来制备再生LiNi0.5Co0.2Mn0.3O2材料。在研究中,以LiOH⸱H2O为锂源,在空气中使用不同补锂量比例(12%、14%和16%),以探究不同补锂量对废旧NCM523正极材料粉末再生的影响。首先,在550 ℃下保温焙烧6 h,然后在850 ℃下保温焙烧12 h。电化学性能测试结果如图13(a,b)所示。研究发现,在三种不同补锂量下,再生正极材料的电化学性能都得到了一定程度的提升。与废旧的LiNi0.5Co0.2Mn0.3O2(初始比容量为40.35 mAh/g,在0.5 C下循环50次后容量保持率为79.55%)相比,补锂量为14%的再生材料表现出最佳的放电比容量(在0.1 C下为161.25 mAh/g),同时具备较强的倍率性能和循环稳定性(在0.5 C下循环50次后容量保持率为95.29%)。然而,当补锂量为12%和16%时,性能均不及补锂量14%。这可能是因为补锂量为12%时,不能完全填充废旧正极材料中的锂空位,而补锂量为16%时,过量的锂盐导致正极材料表面生成较多的残锂杂相。图14(c)展示了样品的XRD图谱,可以观察到,再生后正极材料(006)、(102)、(108)和(110)晶面表现出明显的特征衍射峰,同时(003)/(104)晶面的比值也增加,这表明正极材料在再生后,锂镍混排和层状结构都得到了一定程度的修复。
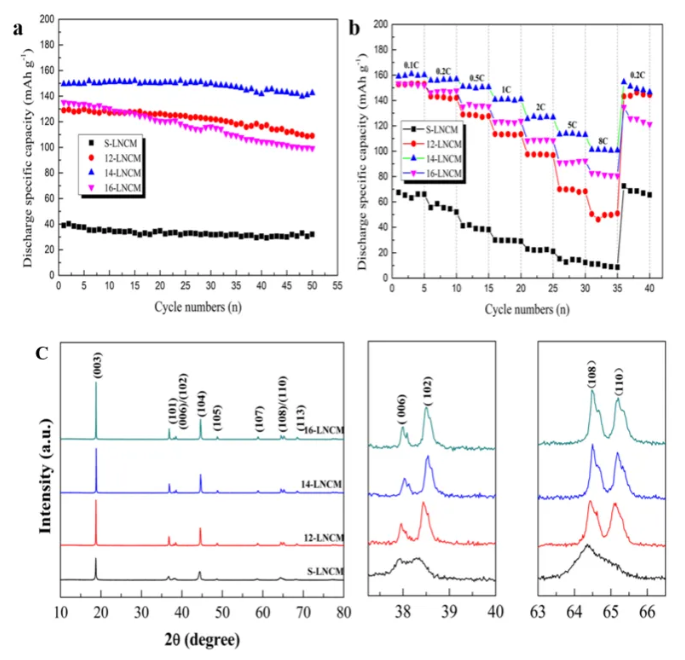
图13 不同补锂量(12%、14%和16%)下再生NCM523正极材料(a)0.5C循环性能图;(b)倍率性能图;(c)XRD图谱[73]
三、总结与展望
NCM正极材料作为锂离子电池中主流正极材料之一,具有能量密度高,倍率性能好的优点。然而,在电池经历多次循环充放电过程后,正极材料可能出现锂镍混排程度增强、活性锂缺失、非活性相变、过渡金属溶出和晶粒破裂等失效现象。固相法修复再生技术可通过补锂高温焙烧有效缓解或消除废旧NCM正极材料中锂镍混排、锂缺失以及相变等失效问题,使失效的正极材料得到再生利用。该技术因具有流程短、成本低、环境友好等特点被广泛应用于NCM正极材料修复再生。固相修复再生技术关键在于采用适当的焙烧工艺和补锂工艺,即通过优化焙烧温度、焙烧气氛、补锂量和锂盐种类,达到修复晶体结构和恢复电化学性能的目的。适度的焙烧温度为正极材料的修复再生提供能量;恰当的焙烧气氛则为反应提供氧化还原条件;合适的锂盐及适当的补锂量不仅为废旧正极材的修复提供了必要原料,也为不同组成的正极材料提供恰当的驱动力,从而提升固相法修复再生的效果。尽管NCM正极材料固相直接修复再生已经取得显著进展,但仍面临一些挑战。
(1)直接修复再生技术多适用于单一组分NCM正极材料的回收,而对于NCM正极材料荷电状态不同、型号较多的特点,该技术尚待完善。首先,退役NCM锂离子电池的荷电状态不一致,即使电极材料型号相同,电极材料缺锂状态也会存在一定差异,局部补锂量的多少影响材料修复再生效果;其次,退役NCM锂离子电池中正极材料型号多,回收料的组成存在较大差异,严重影响直接修复再生产品的一致性与稳定性。针对NCM电极材料荷电状态不同、组成多样的特点,急需开发复杂组分设计及均质混合技术,以实现组成均匀、补锂精确,提高修复再生产品性能。
(2)废旧NCM锂电池的机械拆解过程中由于工艺的原因经常会导致回收电极材料中Al、Cu和Fe等金属杂质含量的升高[74],过高的杂质金属含量,会使杂质金属元素在电池内部往复穿梭,造成电池短路,同时可能会破坏晶体结构、降低材料的电化学性能[75],对锂电池的安全性构成严重威胁。目前电池回收过程中的金属杂质主要产生在三个阶段:①电池拆解过程,电池金属外壳在拆解过程中掺入极片中;②极片分离过程,正极材料和负极材料的分离不够精确,负极集流体金属铜可能会引入到正极材料中;③正极材料剥离过程,由于热解过程焙烧温度波动导致集流体熔化后杂质残留,进而导致回收正极材料中杂质铝含量升高。针对杂质产生过程及其特点,急需开发精准拆解技术与高效剥离技术,以保证电池各组成部分高效分离,降低产品杂质含量。综上所述,为实现废旧锂离子电池高效洁净地回收以及电极材料高效修复再生,在回收技术层面要实现拆解标准化、回收材料标准化、拆解新设备、极片分离新技术、正极材料剥离新技术;在回收机理层面需要进一步探究杂质产生的动力学过程以及元素迁移机理。
(3)废旧三元锂离子电池的组成复杂,为了提高物料的有效回收率,采用预处理工艺来确保正极活性材料的有效分离,保证得到高纯的正极材料粉末。通常,预处理过程包括以下步骤:放电、拆除、分离和正极材料的剥离。正极材料回收的首要问题是如何从铝集流体中分离出正极材料,目前常见的三种分离方法为碱液溶解法、溶剂溶解法、热处理法。三个方法都能使正极材料与集流体分离,但存在一定的局限性:①碱液溶解法,能够溶解铝箔,实现正极材料与集流体分离,但并不能去除正极材料之间的粘结剂,经碱液处理后,得到的正极材料团聚成块,对后续的浸出不利;②溶剂溶解法,能溶解电池粘结剂,使正极材料与集流体分离,但回收的正极材料含碳和PVDF残留物,需进一步煅烧处理,同时有机溶剂价格昂贵,因此该方法不适合大规模的回收处理;③热处理法,能够有效促使粘结剂热解完全,实现正极材料脱落和分散。但由于电池中的有机物在高温下会分解产生有害气体,对环境造成二次污染。针对正极材料与集流体分离问题,我们需要从三元材料与载体的特点下手,开发一种剥离效率高、效果好的新技术,如借鉴新兴磷酸铁锂电池分离工艺中的极片冷热水分离技术。



