
核心观点:
◆低成本的氢源和储运是燃料电池行业发展的一大关键:氢燃料电池车使 用氢气作为燃料产生电力,实现化学能向机械能的转换,目前技术储备和商 业模式仍处于积极探索中,电堆、整车技术的可靠性和经济性都是制约燃料 电池行业发展的瓶颈。如何获得低成本的氢源,并选择合理的储存和输送方 式,是实现终端加氢站运营经济性的关键。
◆化工副产集中式供氢+水电解分散式制氢是未来发展方向:国内外加氢站 的供氢方式可分为站内制氢和外供氢气,目前化石燃料制氢、化工副产氢、 水电解制氢、甲醇制氢四种工业制氢的技术都已经比较成熟,且氢源储备充 足,综合比较,由于负荷中心的集中区域华东地区煤炭总量指标控制严格, 且中期内天然气供给仍将紧张,投资较重的化石燃料制氢的可行性仍待验 证;水电解路线的发展程度则取决于未来国内风电和光伏的弃电利用水平; 从目前来看,利用低成本的氯碱、PDH 和乙烷裂解等化工副产集中供氢+水 电解分散式制氢或将会是未来供氢模式的发展方向。
◆PDH 和乙烷裂解副产氢将是最具优势的副产氢源选择:考虑在建和规划 中的产能,未来国内PDH(丙烷脱氢)产能将达915 万吨产能,而规划中 的乙烷裂解产能达1460万吨。两者合计可副产外售123.9万吨氢气,可满 足约 866 万辆燃料电池车用氢需求。PDH 和乙烷裂解集中在沿海港口地区, 通过低强度的改造便可满足燃料电池用氢气,PDH 和乙烷裂解副产的氢气 将是未来潜在最具优势的燃料电池车用氢源选择之一。
报告内容:
1、低成本氢源是决定燃料电池车经济性的关键
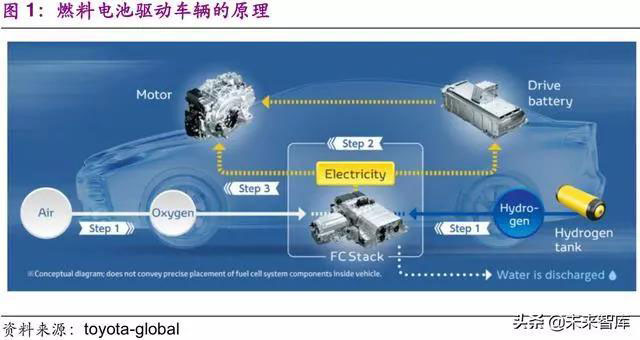
氢是目前全球公认的最洁净的燃料,也是重要的化工合成原料。氢不是一 次能源,需要使用一次能源通过转换来生产出能量载体,目前氢气的工业应用 大多采用高压气态形式作为燃料或原料。氢燃料电池车(Fuel cell vehicle-FCEV) 是使氢或含氢物质及空气中的氧通过燃料电池以产生电力,再以电力推动电动 机,由电动机推动车辆,整个过程将氢的化学能转换为机械能。氢能源的最大 好处是跟空气中的氧反应产生水蒸气之后排出,可有效减少燃油汽车造成的空 气污染问题,现阶段下高速车辆、巴士、潜水艇和火箭已经在不同形式使用氢 燃料,而燃料电池车一般在内燃机的基础上改良而成。目前燃料电池行业无论 从技术储备还是商业模式仍处于积极探索中,技术上(电堆和整车技术)的可 靠性和经济性都是制约燃料电池行业发展的瓶颈。
当前影响国内加氢站终端氢气售价的主要因素是氢气到站成本(占70%), 其中包括氢气成本和储氢、运氢成本。因此除降低储氢和运氢成本之外,如何 获得低成本的氢源,将是实现终端加氢站运营经济性的关键。
目前国内用于外供氢气的氢能储备非常充足,但目前下游供氢体系尚处于 萌芽探索阶段,几种制氢路线的经济性尚处验证之中。展望未来,由于负荷中 心的集中区域华东地区煤炭总量指标控制严格,且中期内天然气供给仍将较为 紧张,投资较重的化石燃料制氢(煤制氢和天然气重整制氢)作为定向的供氢 路线,其可行性获得确认之前难以大规模推广;而水电解路线虽然可以实现分 散式供氢,但其经济性取决于电力成本的降低,国内风电和光伏的弃电利用水 平是制约该路线未来发展程度的关键。
从目前来看,国内化工副产氢的利用是燃料电池行业供氢的较优选择,国 内氯碱、PDH 和快速发展的乙烷裂解行业可提供充足的低成本氢气资源,且集 中在负荷中心密集的华东地区,在对这些装置进行低强度的改造之后可同时解 决燃料电池行业的供氢和副产氢高效利用的问题,未来化工副产集中式供氢+ 水电解分散式制氢将会是国内燃料电池行业供氢模式的发展方向。
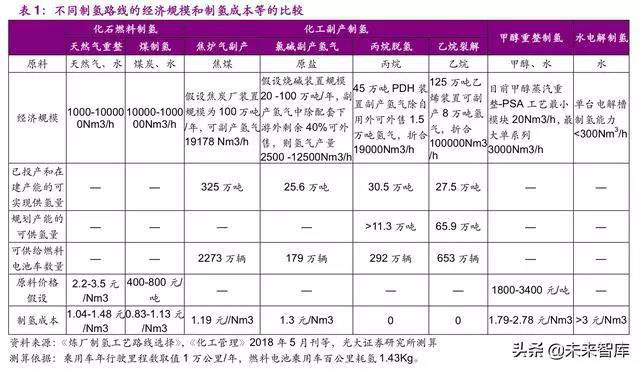
(1)从出厂成本来看,焦炉气、氯碱、丙烷脱氢制丙烯和乙烷裂解制烯烃 副产的粗氢气可以经过脱硫、变压吸附和深冷分离等精制工序后作为燃料电池 车用氢源,成本远低于化工燃料制氢、甲醇重整制氢和水电解制氢等路线。
(2)从副产的氢气量来看,国内焦化行业产能巨大,可副产氢气量较大, 但由于焦化产能集中在山西、河北和山东等华北地区,距离长三角等负荷中心 较远,且分离精制成本较高,而考虑到储氢和运氢后的综合成本与氯碱、丙烷 脱氢和乙烷裂解制氢相比更是不占优势。
(3)综合来看,现有的PDH产能约 588 万吨,考虑在建和前期准备中的 产能,未来国内将合计拥有 915 万吨产能,可副产并外售 30.5 万吨氢气,可以 满足约 213万辆燃料电池车用氢量;而规划中的乙烷裂解产能达1460万吨, 可以实现的外供氢气量达 93.4 万吨,规模更为巨大,可满足约 653 万辆燃料电 池车用氢需求。此外丙烷脱氢和乙烷裂解装置基本上集中在沿海港口地区,通 过进一步的低投资强度的精制工序,氢气中的总硫、CO 等杂质含量便可符合 燃料电池用氢气标准,因此丙烷脱氢和乙烷裂解副产的氢气将是未来潜在最具 优势的燃料电池车用氢源选择之一。
2、氢能体系和质子交换膜燃料电池的氢气标准
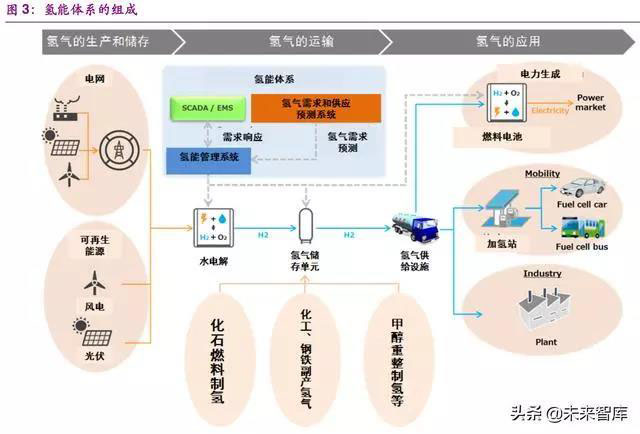
氢能作为二次能源,相比电力可实现跨地域和跨季节的优化配置,优化现 有的电力能源系统;发展氢能燃料电池,有助于解决石油与天然气等的消费总 量问题,降低国内消费的对外依存度;国内可再生能源氢资源丰富,发展水电 解制氢利用弃水、弃风、弃光资源,可以实现可再生能源利用率的提高,从长 期来看构建与可再生能源相补充的氢能体系是能源清洁化发展的重要方向, 但 从目前的实际情况来看燃料氢气的来源仍将多元化发展。
目前工业上生产氢气的技术已经非常成熟,化石燃料制氢、化工副产氢、 水电解制氢、甲醇制氢各种路线均已经大规模商业应用,此外光电化学和生物 制氢尚处于技术开发阶段。而从目前国内外加氢站的运营情况来看,目前供氢 的方式主要分为两种:站内制氢和外供氢气。其中站内制氢主要是水电解制氢, 该技术已经相当成熟并且在欧洲大多数加氢站获得应用;而外供氢气则是大规 模的利用天然气重整制氢或者钢厂、化工厂副产氢气,在净化之后使用高压氧 气瓶集束拖车运输至加氢站。
质子交换膜燃料电池汽车用氢气的标准
燃料电池将燃料中的化学能通过电化学反应直接转换为电能,按其电解质 不同,可以分为质子交换膜燃料电池(PEMFC)、磷酸燃料电池(PAFC)、碱性燃 料电池(AFC)、固体氧化物燃料电池(SOFC)和熔融碳酸盐燃料电池(MCFC)等。 目前燃料电池汽车主要使用质子交换膜燃料电池,因为其工艺相对简单、制造 成本较低、应用范围广、启动速度快。质子交换膜燃料电池主要组成部分包括 催化剂、质子交换膜、电极和双极板等,质子交换膜在发电时作为传递氢离子 的介质,只允许氢离子通过,工作时相当于一个直流电源。由于催化剂一般使 用金属铂和铂碳颗粒作为催化剂,因此对燃料氢气的规格和其中杂质含量有一 定要求,其标准与工业氢气相比要求更为严格。
目前国际上燃料电池的氢气标准已经较为完善,但是国内尚未正式实施质 子交换膜燃料电池用氢气的国家标准,现行的《氢气》国家标准经国家技术监 督局批准发布并于 1996年开始实施,定义纯度 99.99%以下的氢气为工业氢, 大于或等于 99.99%的为纯氢,大于或等于 99.999%的为高纯氢,大于或等于 99.9999%的为超纯氢。
国内燃料电池行业发展迅速,为了规范氢气中微量污染物的测试方法和指 标, 2017 年 12 月全国氢能标准化技术委员会推动下,中国节能协会联合13单位起草并发布实施了燃料电池氢气的团体标准《质子交换膜燃料电池汽车用 燃料 氢气》,该标准规定了聚全氟磺酸类质子交换膜电池(PEMFC)汽车用 燃料氢气的纯度、杂质含量要求及其分析试验方法等。2018 年 12 月 28 日以上 述标准为基础,国家市场监督管理总局和中国国家标准化管理委员会发布了燃 料电池氢气的国家标准 GB/T 37244-2018,并将于 2019 年 7 月 1 日正式实施。 相比与工业氢标准和纯氢、高纯氢、超纯氢标准,用于质子交换膜燃料电表 池的氢气标准在总硫、总氯化物以及其他杂质的含量上指定了严格的标准。
3、不同的制氢路线:化工副产+水电解制氢或将 是未来供氢模式的终极选择
3.1、化石燃料制氢:已广泛应用于合成氨和炼厂加氢等 大规模工业制氢
氢气的工业应用广泛,除作为化工原料用于合成氨、甲醇生产以及炼油时 的加氢反应之外,在电子、冶金、食品加工、玻璃、精细化工合成、航空航天 等领域也有应用。目前全球氢气的最大下游仍是生产合成氨,而基于环保的要 求,国内外对汽柴油标准不断提升,炼油过程的加氢裂化和加氢精制过程,也 需要消耗大量的氢气,炼油厂重整单元副产的氢气无法满足加工原料重质化趋 势下的加氢需求,炼厂普遍需要配套独立的制氢装置。在国外,这些合成氨和 炼厂的制氢装置大多采用天然气或者轻油作为重整原料,而在国内,随着新型 气流床煤气化技术的成熟,普遍采用煤制合成气装置来制备并分离提纯氢气。
天然气重整制氢流程与生产成本分析
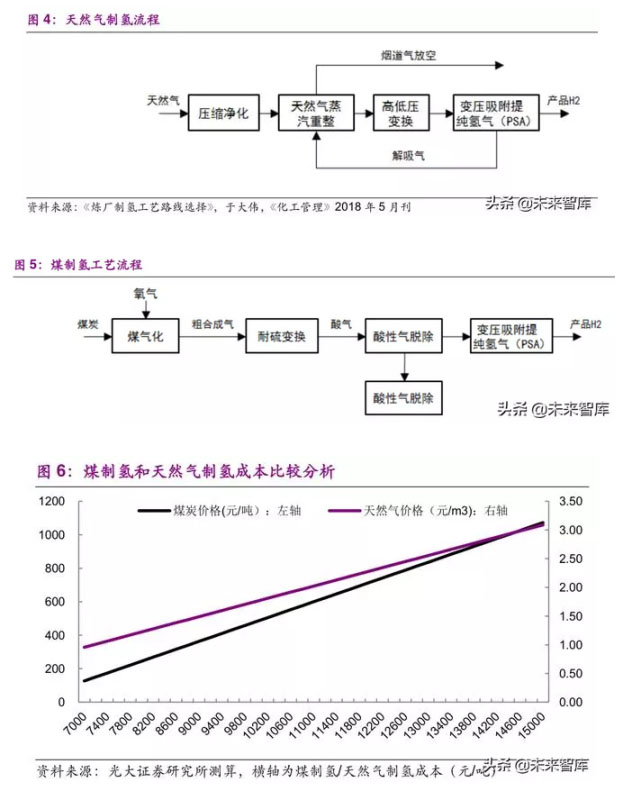
目前工业用氢中大部分是通过化石燃料的二次处理得到的,可通过蒸汽重 整、氧化重整和自热重整等处理烃类或醇类,其中蒸汽重整应用最为广泛。重 整产品中除氢气外还包括 CO、CO2 等杂质气体,必须通过净化工艺除去杂质 气体,才能不影响燃料电池的正常使用。以天然气制氢的过程为例,在一定的 压力和高温及催化剂作用下,天然气中烷烃和水蒸汽发生化学反应。转化气经 过沸锅换热、进入变换炉使CO变换成 H2 和 CO2。再经过换热、冷凝、汽水 分离,通过程序控制将气体依序通过装有 3 种特定吸附剂的吸附塔,由变压吸附 (PSA)升压吸附 N2、CO、CH4、CO2,提取产品氢气。
天然气重整制氢流程与生产成本分析
国内基于富煤缺油少气的资源结构,煤制氢成为目前制取工业氢的主流路 线,煤制氢包括以下几个单元:煤气化、一氧化碳耐硫变换、酸性气体脱除、 硫回收、变压吸附提氢(PSA) 等。煤制氢以煤和氧气为主要原料,通过气化反 应制取粗合成气,通过变换工艺把粗合成气中的 CO 转化为 H2,变换气再经 酸性气体脱除工艺脱除CO2、H2S 和 COS 等,净化气送至 PSA 进行提纯, 生产出氢气产品,而H2S和COS 进硫回收装置制硫磺或硫酸。
已建的大型炼厂煤制氢装置中,除个别装置采用干煤粉气流床气化技术外, 多采用水煤浆气流床气化技术,水煤浆气化的优势在于:(1)原料适应性好, 水煤浆气化可以气化烟煤、次烟煤和部分石油焦;(2)制氢压力高,与后续 系统需求压力匹配性好;(3)产品匹配性好,气化合成气中氢气含量高;(4)单台炉投资低,设置备炉可确保气化连续供氢。
随着煤化工技术的进步,利用煤制氢已经是技术成熟、环境友好的生产方 式,但相较于天然气制氢工艺,煤制氢有更多的“三废”排放。天然气制氢的特点 在于流程短,投资低,运行稳定,但由于天然气价格相对较高,制氢成本高。 煤制氢的特点在于流程长,投资高,运行相对复杂,因煤炭价格相对较低,制 氢成本低。当制氢规模低于6万 Nm3/h 时,煤制氢的氢气成本中固定资产折
旧成本高,与天然气制氢相比没有优势,但当制氢规模大于6 万Nm3/h,煤制 氢成本中固定资产折旧成本较低,其氢气成本具有竞争能力。制氢规模越大, 煤制氢路线的成本优势越明显。
天然气制氢路线的制氢成本受天然气价格的变化影响较大,天然气价格上 涨 0.5 元/Nm3 时,制氢成本提升约1850元/吨。而煤制氢路线的制氢成本随 着煤炭价格的变化影响较小,煤炭价格上涨 100 元/ 吨时,制氢成本仅提升约800元/吨,由于煤炭价格的波动幅度远较天然气小,所以从原料价格的上涨趋 势看,煤炭制氢的价格抗风险能力也要优于天然气。
3.2、化工副产制氢:氯碱和轻烃利用(PDH 和乙烷裂解) 副产制氢可行性较高
除了以直接制氢为目的的煤制氢和天然气制氢外,目前国内部分化工装置 也副产大量的氢气,这些氢气也可以作为燃料电池用氢的稳定来源。除了炼厂 的重整装置副产大量氢气并自供之外,乙烯装置、氯碱装置和焦炭装置均副产 大量的氢气,由于下游耗氢化工产品的市场体量较小,且主要集中在苯胺、己 内酰胺和双氧水等行业,大量副产的氢气无法消化,只能作为燃料气使用。燃 料电池行业实现规模化之后可以考虑对这些化工副产氢气进行高水平的利用。
3.2.1、焦炉气制氢:规模较大,但产能集中在北方,易受环保限产 影响
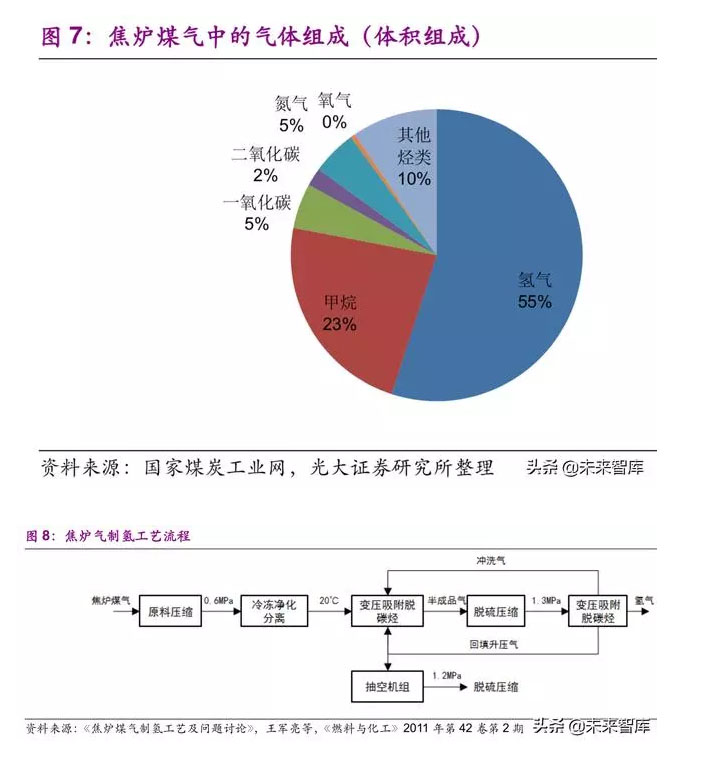
焦炉气是焦碳生产过程中的副产品,通常生产 1 吨焦碳可副产 420Nm3 焦 炉气。一焦炉煤气组成中含氢气55—60%(体积)、甲烷 23—27%、一氧化碳 6-8%等,将其中的萘、硫等杂质去除之后,使用变压吸附装置可以将焦炉煤气 中的氢气提纯。以年产 100万吨的焦炭企业为例,可副产焦炉气 4.2 亿 Nm3, 按 2.5 Nm3 焦炉气提 1.0 Nm3 氢气计,可制取1.68亿 Nm3(1.512 万吨)氢 气。2018 年国内焦炭产量约为 4.3 亿吨,理论上可提纯副产氢气量超过650万 吨/年。
近年来由于环保要求趋严,大部分焦炭装置副产的焦炉煤气下游都配套了 深加工装置,用来作为合成氨、甲醇、LNG、合成气制烯烃、合成气制乙二醇 等装置的原料。部分钢厂配套建设的焦化厂,少数企业经变压吸附装置提纯氢 气,作为冷轧厂等生产过程的保护气或作为商品气出售。除了上述应用途径之 外,仍有 50%左右的焦炉煤气作为城市煤气或企业自身燃料回炉助燃,因此理 论上全国焦化行业可以提供 325 万吨副产氢气用来满足燃料电池需求。
考虑到焦炉煤气中杂质含量较大,且组成较为复杂,需设计较复杂的净化 流程以生产出满足燃料电池用的合格氢气。但是焦炉气制取氢气应用于燃料电 池行业的最大障碍来自于焦化产能的集中区域与燃料电池行业负荷中心分布的 错配,目前山西、河北和山东是焦炭产能的前三省份,2018 年三省份合计产能 占国内总焦炭产能的 52%,而国内产能的 80%以上集中在北方地区,华南和西 南焦化产能很少,且大部分集中在钢企手中。
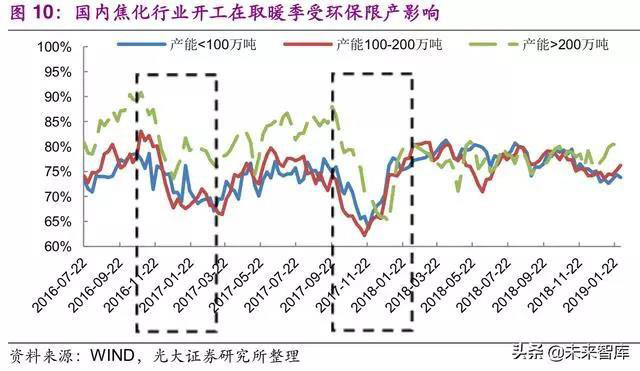
除了焦化产能的分布存在较强的地域性限制之外,焦化行业也面临着来自 环保端的巨大压力,2016 年以来环保监管日益强化下焦炭限产已经成为常态, 由于重点督察的“2+26”个城市所在省份合计焦炭产量在全国总产量中占比超 过 45%,因此在冬季开工受限时如何保证氢源的稳定供应仍存在不确定性。
3.2.2、氯碱副产氢气提纯成本低,且接近负荷中心,是燃料电池氢源的较优选择
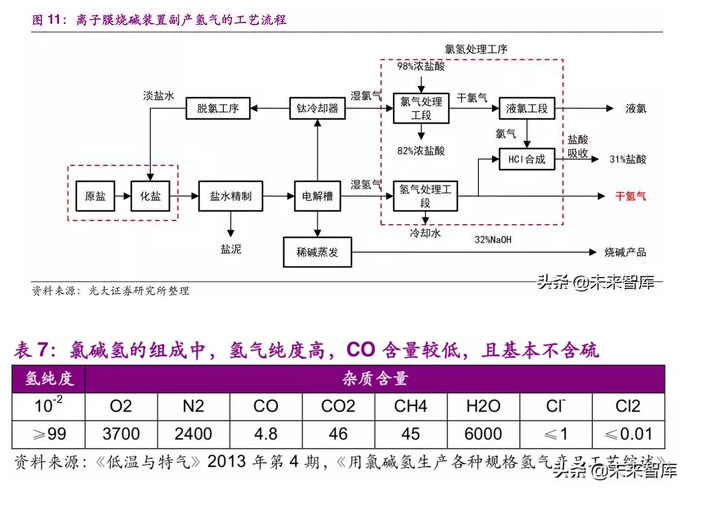
烧碱行业在电解食盐水生产烧碱的过程中副产大量的氢气,国内烧碱产能 从 2008 年的 2472 万吨快速增长至2018年的 4075 万吨,尽管受到氯碱平衡 的制约,2018 年烧碱产量同比略有下滑,但仍高达 3410.7 万吨的较高水平。 离子膜烧碱装置每生产 1 吨烧碱可副产 280Nm3(0.025吨)氢气,理论上烧碱行业副产氢气量约为85.3万吨,尽管大型氯碱装置多数配套盐酸和聚氯乙烯 装置,以平衡氯气并回收利用副产氢气,但是仅有60%左右得到回收以生产盐 酸、氯乙烯单体和双氧水等,其余氢气除少量经氢压站压缩后用钢瓶外送之外, 大部分氢气都被用作锅炉燃料或者直接放空,由于用作燃料时和同热值燃煤(假 设 5500KCal 标煤价格为550元/吨)相比其价值仅为 0.18 元/Nm3 左右,因此30%以上的氢气被低水平利用或直接浪费掉,理论上全国氯碱行业可以提供 25.6 万吨副产氢气用来满足燃料电池需求。
离子膜法生产的氯碱氢非常适合作为低成本的燃料电池氢源
催化剂是质子交换膜燃料电池(PEMFC)膜电极(MEA)的关键材料,直 接影响到放电性能和寿命,由于 PEMFC 工作温度不足 100 度,对催化剂活性 有较高要求,尽管国内外对低铂与非铂催化剂进行了大量研发工作,但是目前 铂催化剂仍是最理想的和唯一成功商业化的膜电极催化剂。铂金价格昂贵,且 易受燃料氢气中的一氧化碳和硫等物质污染而失活,进而会导致电堆寿命缩减, 为了提高铂系催化剂的使用寿命,如何获得高纯度的氢源显得至关重要。
目前包括天然气重整和煤气化在内的化石燃料制氢尽管适用于大规模工业 制氢,但是工艺复杂、投资较大且能耗较高;焦炭行业副产的焦炉气中虽有大 量氢气可供提纯,但焦炉气中氢气含量(vol)仅有 55%,且伴生大量一氧化碳 和硫化物,因此氢气提纯和精制成本相对较高。而国内氯碱行业目前基本上全 部采用离子膜电解路线,副产氢气的纯度一般在 99%以上,一氧化碳含量较低 且无化石燃料中的有机硫和无机硫,因此纯化成本相对较低,目前氯碱厂用于 双氧水生产、制药、电子和石英加工的回收氢气成本仅约1.3 元/Nm3。而从规 模上看,一套 40 万吨/年的烧碱装置每年除供下游盐酸和 PVC 装置用氢外,仍 可外供 0.3 万吨氢气。
国内氯碱产能分散,更为接近燃料电池下游负荷中心
如同世界许多地区的能源资源与能源消费中心往往呈逆向分布,未来燃料 电池行业发展同样面临低成本的氢源远离负荷中心的问题。目前国内新能源汽 车发展较快的城市集中分布在华东和华南地区,乘联会数据显示 2018 年新能源 汽车销量前十城市份额占比约 54.7%,未来燃料电池汽车发展仍将发端并集中 在上述地区。在目前的化工副产制氢路线中,氯碱产能集中分布在山东、江苏、 浙江、河南和河北等省份,可较好覆盖与辐射京津冀与长三角等潜在负荷中心, 是未来低成本氢源的较优选择。
3.2.3、丙烷脱氢和轻烃裂解同样是燃料电池氢源的重要选项
而除了氯碱行业副产氢气之外,北美页岩油气革命之后国内轻烃资源利用 项目高速发展,来自 PDH 和轻烃裂解副产的氢气在未来也将有望成为国内燃料 电池车用供氢的重要来源,以 PDH 装置副产氢气为例,粗氢气的纯度已经高达 99.8%,而其中 O2、H2O、CO 和 CO2 的含量与燃料电池用氢气规格较为接 近,仅总硫含量超出,但轻烃的原料属性决定其杂质含量远低于煤制氢、天然 气制氢和焦炉气制氢,仅需较小的成本对其净化便可用作燃料电池的稳定氢源 使用。此外国内已建成和在建、规划中的轻烃资源利用项目均分布在华东和华 南的沿海港口地区,可以完美的辐射燃料电池负荷中心,降低氢气运输的成本。
目前国内已投产装置合计产能约 558.5 万吨,而考虑在建和前期准备中的 产能,未来国内将合计拥有 915 万吨 PDH 产能,按照可副产并外售30.5万吨 氢气的量,可以满足约 213 万辆燃料电池车用氢量;此外国内目前在建和规划 中的约 1460 万吨乙烷裂解和轻烃裂解产能,按照副产可外售 93.4 万吨的氢气 外售量,可满足约 653 万辆燃料电池车用氢需求。
3.3、甲醇重整制氢:已经实现工业化,可作为站内制氢路线
尽管我国工业氢气制取技术相对成熟,但燃料电池用氢气纯化仍处于起步 中,考虑到外供氢气之前的提纯成本和送至加氢站的运输成本,化工规模化制 氢路线存在其局限性,甲醇制氢等站内制氢方案在燃料电池领域得以推广。工 业上甲醇制氢主要通过蒸汽重整来实现,该路线氢收率高,能量利用合理,过 程控制简单,已获得大规模的工业应用。
甲醇水蒸气重整制氢在二十世纪 70 年代由 Johnson-Matthey 开发而成, 工业化后的甲醇重整制氢工艺使用甲醇和脱盐水为原料,在 220~280°C下催化 发生重整反应,甲醇的单程转化率可达 99%以上,氢气的选择性高于 99.5%,转化气中除了氢和二氧化碳以外仅有微量甲烷和一氧化碳,通过变压吸附后可 获得纯度为 99.999%的氢气,一氧化碳的含量低于 5ppm。上述装置已经广泛 使用于航空航天、精细化工、制药、小型石化、特种玻璃、特种钢铁等行业。 利用甲醇水蒸汽重整制氢规模一般在20Nm3/h~3000Nm3/h 之间,属中小规 模的氢气需求,获得的氢气成本为 2.2 元/ Nm3 左右。由于该路线可以实现零 排放,因此采用甲醇水蒸汽重整制氢为氢燃料电池汽车建立现场制氢的加气站 是非常好的选择。
3.4、水电解制氢:充分利用废弃的可再生能源
电解水制氢最清洁、最可持续的制氢方式,并将成为燃料电池发展中最具 潜力的制氢方法之一。当前制氢技术比较发达的日本,主要采用的制氢方法就 是电解水制氢,日本主要的制氢产能主要来自于电解水制氢,该方式的制氢产 能占总制氢产能的 63%,而化石原料制氢、化工原料制氢、工业尾气制氢的制 氢产能占比都比较小。电解水获得的氢气纯度较高,可以直接用于燃料电池汽 车,但是目前电解水制氢受制于较高的成本而难以大规模运用。目前制取一立 方米氢气大约需要 4.8~5 度电,即便用谷电制氢最终成本也在3元/立方米左 右。如果将弃风弃水的电量充分利用起来,用于电解水制氢,将有利于电解水 制氢产业的发展。
国内弃水、弃风、弃光资源丰富,2017 年中国弃风、弃光、弃水量分别达 到 419 亿千瓦时,73 亿千瓦时、515 亿千瓦时;其中弃风、弃光率分别达到 12%、6%。2018 年 12 月,国家发改委与国家能源局联合印发《清洁能源消纳 行动计划(2018-2020 年)》,文件指出将确保弃风率和弃光率均控制在低于 5%的水平,并探索可再生能源富余电力转化为热能、冷能、氢能,实现可再生 能源多途径就近高效利用。
总体来看,现阶段下可选的制氢途径多样,而且氢气供给也足以推动燃料 电池汽车的发展,但是我国氢能供给体系尚未形成,未来国内氢能行业发展将 会以燃料电池车辆负荷中心为核心,从工艺和成本的角度结合考虑,一方面利 用化工资源大力发展规模化的制氢-储氢-供氢,另一方面利用废弃的可再生能源 或甲醇蒸汽重整路线发展分散式的供氢站,将是发展国内氢能供给体系的最佳 选择。
4、投资建议
从目前来看,我们认为利用国内化工副产氢是燃料电池行业氢源的较优选 择,国内氯碱、PDH 和快速发展的乙烷裂解行业可提供充足的低成本氢气资源, 且集中在负荷中心密集的华东地区,在对这些装置进行低强度的改造之后可同 时解决燃料电池行业的供氢和副产氢高效利用的问题,未来化工副产集中式供 氢+水电解分散式制氢将会是国内燃料电池行业供氢模式的发展方向。


