
决定动力电池发展的,始终还是过硬的技术。
随着新能源汽车的高速发展,锂电池因比能量较高、循环寿命较长、无污染等优点,成为了新能源汽车的主要动力源。
但是,目前动力锂电池由于存在续航能力不足、一致性较差等问题,成为制约新能源动力汽车发展的技术难题。
单体电池极片的厚度一致性,是衡量电池组性能,以及稳定性的重要质量标准,极片辊压精度要求为几微米,属于高精度辊压范畴,极片辊压技术是动力锂离子电池研制和生产的关键技术之一。
目前,国内外锂离子电池厂家均使用的是二辊辊压机辊压极片,主流机型辊径为500 mm,辊身长为500 mm-700 mm,但辊压出的极片沿宽度方向的厚度一致性较差。
为保证厚度一致性的精度,轧辊长度与直径比值往往较小,最终导致极片辊压宽度较窄。
而在铜箔、铝箔等箔材制造领域,箔材绝大多数由四辊辊压机辊压制造,表面精度能达到几微米的同时,辊压宽度能达到1m以上。
当前还没有四辊辊压机在极片辊压中应用的先例,因此,对极片辊压工艺的深入研究是提高极片厚度一致性和生产效率的关键。
那么,四辊辊压机有没有代替二辊辊压机辊压极片的可行性?
一
二辊辊压机辊系是由两个位于同一垂直平面内的水平工作辊组成的,极片辊压是在两个工作辊中间进行的,如图1所示。

图1. 二辊辊压饥辊系布置示意图
四辊辊压机辊系是由四个位于同一垂直平面内的水平轧辊组成,辊压过程亦是在两个工作辊中间进行。
支承辊的作用是增强辊系的刚度,其辊径一般是工作辊辊径的1.5~2倍,如图2所示。
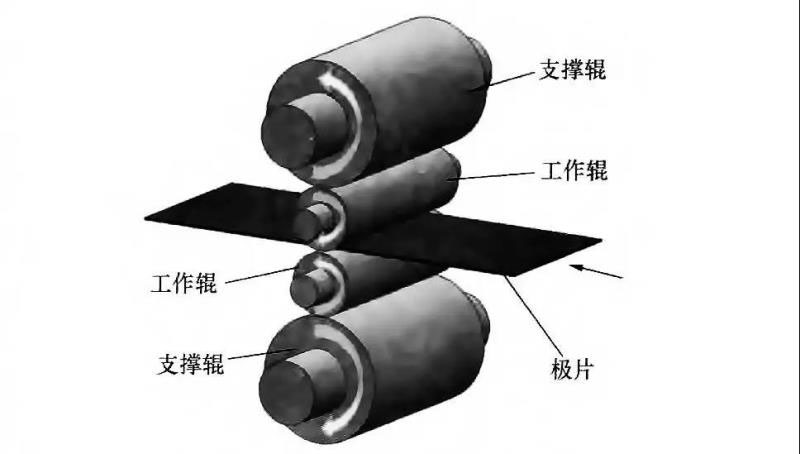
图2. 四辊辊压机辊系布置示意图
影响极片辊压质量的因素分为内因(极片本身)和外因(辊压条件)两个方面。极片本身的特点,如原始厚度、变形抗力等直接影响辊压力的大小,与极片厚度一致性密切相关。
辊压条件的影响较为复杂,凡是能影响轧辊挠曲变形及轧辊间接触状态的因素,如轧辊直径、辊面磨损等,和影响轧辊形位公差精度、张力及辊压温度的因素,如轧辊中心线是否一致、设备运行的稳定性、辊压速度等,都会影响极片厚度一致性。
轧辊挠曲变形是指轧辊因受辊压力和辊压力矩而引起的变形,是影响电池极片宽度方向厚度一致性的主要因素。轧辊的挠曲变形导致单位辊压力在极片变形区内的分布不均匀。
由于单位辊压力的不均匀,导致极片沿宽度方向的压下量不一致。若不考虑极片在辊压后的反弹,可以认为极片的断面形状和工作辊有载辊缝的形状相同。一定范围内,轧辊挠曲变形越大,极片厚度一致性越差。
二
为了方便分析,这里二辊辊压机轧辊参数选取极片辊压机Ø500x500轧辊参数,四辊辊压机轧辊参数依据二辊辊压机设定。
极片宽度为450mm和550 mm,由于四辊辊压机工作辊施加弯辊力,对极片厚度一致性有影响,弯辊力Fw设定为0,5000 kg和10000 kg。
将实际辊压中轧辊受到的最大辊压力P,假设为工作辊长度方向中间线段上受到垂直于辊面的均布载荷q,因此q=P/l,式中最大辊压力P=300t,l为极片来料宽度。
极片来料宽度为450 mm时,q=666.7 kg/mm。极片来料宽度为550 mm时,q=545.5 kg/mm。
为保证计算精度,在极片与轧辊、工作辊与支撑辊的接触位置要进行网格的细化。网格划分时,全局尺寸按25 mm划分,辊面上按10 mm划分。
划分网格方式选择扫掠的方式,二辊辊压机轧辊采用六面体单元C3D20R,四辊辊压机轧辊采用六面体单元C3D8I,如图3。
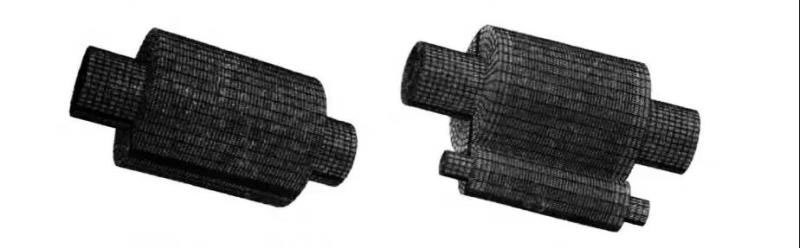
图3. 压机轧辊有限元模型
在实际极片辊压中,工作辊和支撑辊辊面为接触不分离。软件设置中接触关系定义为硬接触,接触后不分离。摩擦类型选用库伦摩擦,静摩擦系数为0.2。
三
实验设备用电池极片辊压机Ø500x500,极片来料厚度为178μm、197μm和217μm三种,宽度均为450 mm,辊压前的极片厚度偏差为±5μm。极片辊压时采用最大辊压力300000kg。
沿极片宽度方向,实验数据和模拟数据变化趋势大体一致,沿极片宽度方向,边部位置厚度偏差值较小,而在中部位置偏差值达到最大。如图4。
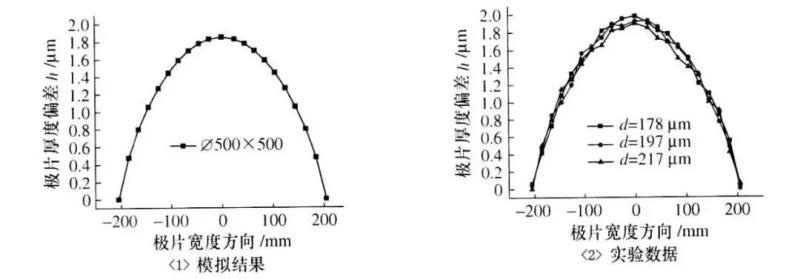
图4. 拟结果与实验数据比较
与仿真数据相比,实验数据出现较小波动,这是因为极片原料本身存在厚度偏差导致的。实验数值和模拟数值相比,最大误差为5.27%,说明了所建有的模型的准确性和正确性。
生产实践中,要求从极片中间到两侧,极片沿宽度方向厚度偏差在±2μm以内,极片合格宽度越宽越好。在极片完成辊压后,要对极片边缘20mm处进行切边处理。
因此,利用软件后处理器对仿真结果进行提取,得到不同轧辊参数下,工作辊辊面长度方向上的数据结果。
随着工作辊直径的增加,总体极片厚度偏差逐渐减小,沿极片宽度方向的中间位置厚度偏差减小较为明显,而在极片两侧厚度偏差减少不明显,如图5。

图5. 辊径下的极片厚度偏差
随着辊身长度的增加,总体极片厚度偏差也逐渐增加,沿极片宽度方向中间位置厚度偏差增加较大,极片两侧厚度偏差增加较小,如图6。
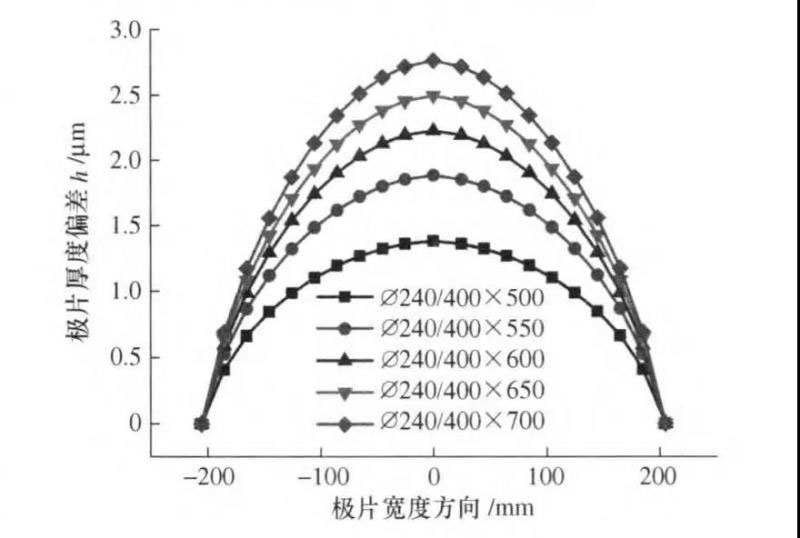
图6. 辊身长度下极片厚度偏差
随着弯辊力凡的增加,总体极片厚度偏差逐渐减小,沿极片宽度方向中间位置的厚度偏差减小比较明显,而在极片两侧厚度偏差减少不明显,如图7。
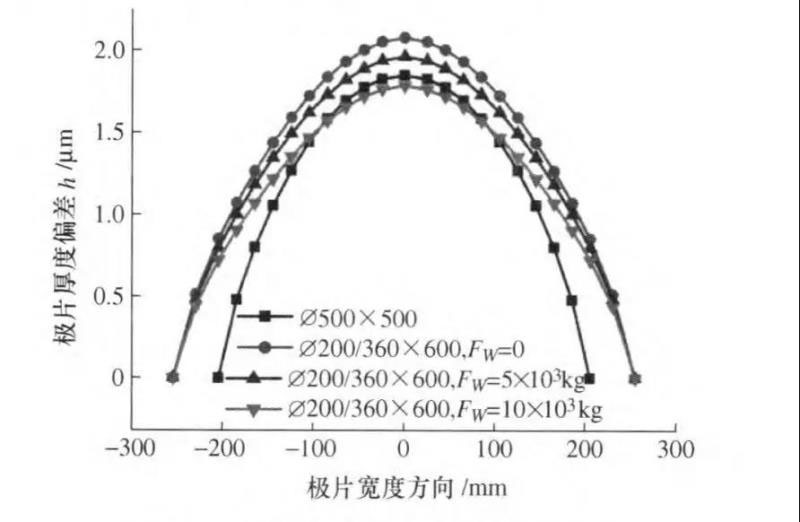
图7. 不同弯辊力下极片厚度偏差
弯辊力Fw由0增加为10000 kg时,最大极片厚度偏差减小0.3μm,极片沿宽度方向的厚度一致性有较小幅度改善。
弯辊力凡增加为10000 kg时,四辊辊压机Ø200/360x600与二辊辊压机Ø500x500的最大极片厚度偏差值最为接近,仅相差0.06μm,符合±2μm厚度偏差的极片宽度,极片辊压宽度有较大幅度增加。
二辊辊压机Ø500x500与工作辊辊径为180—200 mm、支承辊辊径为340~360mm、辊身长度为500 mm的四辊辊压机在辊压力相同时,辊压450 mm宽的极片产生的辊压效果是近似等效的。
所以,四辊辊压机代替二辊辊压机进行极片辊压具有一定可行性。
随着工作辊或支撑辊辊径的增加,极片的厚度一致性得到改善。工作辊辊径的变化对极片宽度方向厚度偏差影响显著,而支承辊直径变化对极片宽度方向厚度差影响则较小。四辊辊压机中支承辊的存在可以一定程度上弥补工作辊由于刚度较小所带来的不足。
此外,随着弯辊力的增加,极片沿宽度方向的厚度一致性得到改善。施加弯辊力可以弥补辊身长度增加所导致的极片厚度一致性变差的不足,并且可以实现极片辊压宽度的增加,施加弯辊力是实现极片宽幅辊压的一个有效途径。


